Introduction
Weight sorting machines are essential in the food processing industry. They ensure accurate weight labeling and consistent product quality. The weight grader machine enhances packaging accuracy, reduces waste, and ensures adherence to regulatory standards by categorizing food items based on precise weight measurements.
This article explores the fundamentals, the different types, benefits, and challenges of weight sorting technology and highlights its crucial role in various food sectors.
The Fundamentals of Weight Sorting
Weight sorting is integral to food processing and significantly benefits the industry. It allows food manufacturers to ensure accurate weight labeling and packaging of their products, ensuring accuracy and consistency.
Definition and Explanation
Weight sorting in food processing involves grading and categorizing food products based on weight to ensure uniformity and quality. This process is an essential stage in food processing, as it allows food manufacturers to create items of specific weight ranges crucial for product standards, packaging, and customer satisfaction. Weight sorting machines, sometimes called weight graders or weight sorters, used for this process often utilize advanced technologies that allow precise and accurate weight measurement of each item.
How Sorting Machines Work
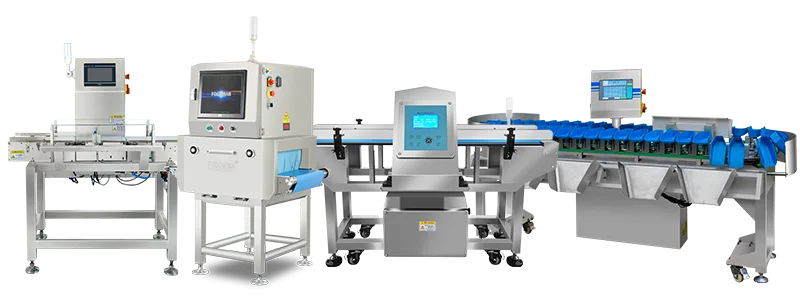
As mentioned above, weight sorters use sophisticated technologies. They integrate a series of sensors, detectors and automated systems to measure and grade the products based on their weight. The operator places the products on the conveyor belt, then each product passes through, and the weight grader’s sensors detect and measure its weight.
Depending on the type of weight sorter, it may integrate other features, such as loading cells, optical sensors, or electromagnetic detectors. However, the aim remains to weigh and classify each product accurately based on the result. The machine’s control unit then compares the measured weight against the predefined criteria and directs the items to the appropriate sorting bins or areas. Every aspect of the weight sorting process is automated, ensuring accuracy, reduced human error, and speed.
What Industries Apply Weight Sorting Machine?
Weight grader machines are vital in various food processing industries, each with unique requirements. Below are some of the industries that utilize weight sorting machines.
- Seafood Sorting: In the seafood industry, weight sorting ensures that fish and other seafood are categorized according to size and weight. Weight sorting helps ensure proper pricing and quality grading.
- Poultry Sorting: Poultry processing often requires precise weight sorting to package products consistently, such as whole chickens or parts like wings and drumsticks. This helps in meeting retail and consumer expectations.
- Fruit and Vegetables Sorting: Weight sorters can classify fruits and vegetables by size /sorting-inspection-solutions-for-fruit/and weight, ensuring uniformity in packaging and presentation. This is important for consumer appeal and efficient packaging.
- Chicken Sorting: Weight sorting also offers applications in chicken processing. The device is used to separate birds into different categories based on weight. This process is crucial for product consistency and meeting market specifications.

What are the Types and Technology of Weight Sorting Machines
This section explores the different types of weight sorter machines and the primary components of the device.
Types of Weight Sorter Machines
Weight sorter machines come in different forms. Below, we examine three of the common ones.
- Dual Lane Weight Grader: This weight sorter machine features two parallel lanes, allowing for the simultaneous sorting of items. The dual lane weight grader is designed to handle high volumes of products efficiently. This setup is instrumental in industries requiring rapid processing, such as seafood or poultry. Each lane consists of weight-detecting sensors that may be customized to accommodate different product sizes, enhancing versati
- Rotating Trays Weight Grader: This type of weight grader uses rotating trays to sort products. The products are placed on the trays, which rotate and tilt to transfer products into bins or conveyors according to their weight category. The rotating tray weight grader is ideal for delicate products like fruits and vegetables that need gentle handling. The rotation mechanism ensures accurate sorting without damaging the items, maintaining product integrity and quality.
- Visual Inspection and Weight Grader: This weight grader machine combines visual inspection capabilities with weight grading, offering a comprehensive sorting solution. It uses cameras and sensors to simultaneously assess products’ visual appearance and weight. This dual capability of the visual inspectio and weight grader machine is particularly advantageous in poultry and fruit sorting industries, where both weight and visual quality are critical.

Components of a Weight Sorting Machine
Like any device, weight sorting machines consist of different parts. Below, we discuss the most integral components of a typical weight sorter.
- Sensors and Detectors: Sensors and detectors are the core components of weight grader machines. They accurately measure each product’s weight. Standard sensors used in these machines include load cells, optical sensors, and electromagnetic detectors. These sensors provide precise, real-time data crucial for accurate sorting.
- Conveyor Systems: The conveyor system transports products through the sorting machine. It ensures a smooth and continuous flow of items, maintaining efficiency and speed. Conveyor systems can vary in design, including belt conveyors, roller conveyors, and chain conveyors. They are often equipped with adjustable speeds and can be customized to handle different product sizes and weights.
- Control Units: Control units are the brains of weight sorting machines. They process the data obtained from the sensors and detectors, making real-time decisions about where to direct each product. The control units feature software that allows operators to set weight categories, sorting criteria, and other parameters.
Advantages and Challenges of Weight Sorter
Weight sorter machines offer numerous benefits to the food processing industry, enhancing efficiency, accuracy, and overall product quality. By automating the sorting process, these machines address many challenges associated with manual sortings, such as inconsistency and labor costs.
Advantages of Sorting Machines
Below, we explore the key advantages of using weight sorting machines.
- Quality Assurance: Weight grader machines are crucial in maintaining consistent product quality. By accurately measuring and sorting products based on weight, they ensure that only items meeting specific criteria are packaged. This consistency is vital for brand reputation, as consumers expect uniformity in product size and weight.
- Operational Efficiency: Automating the sorting process helps boost operational efficiency. Weight sorting machines can handle high volumes of products much faster than manual sorting, reducing the time required for food processing. This increased speed improves productivity and allows businesses to effectively meet tight deadlines and large orders.
- Waste Reduction: Accurate weight sorting reduces waste by ensuring that products are correctly categorized and utilized. Food manufacturers can optimize packaging and reduce overfilling or underfilling by sorting products into precise weight categories. This efficiency minimizes product waste and ensures that resources are used effectively.
- Enhanced Customer Satisfaction: Consistency and quality are critical to ensuring customer satisfaction. Weight sorter machines ensure each product meets the promised specifications, providing customers with reliable and uniform products. This reliability builds trust and satisfaction, encouraging repeat purchases and brand loyalty.

Challenges in Automatic Sorting Machine
While food sorting machines provide the industry with diverse advantages, below are some of its challenges.
- Technical Hurdles and Accuracy: One of the primary challenges in using automatic sorting machines is ensuring accuracy. Despite technological advancements, factors such as product shape, texture, and composition variations can sometimes limit the accuracy of weight measurements. For instance, irregularly shaped items may not sit uniformly on conveyor belts, leading to inaccurate readings. Moreover, environmental factors like temperature and humidity can influence the performance of sensors and other components, potentially compromising accuracy.
- Financial Considerations: The initial investment in automatic sorting machines is substantial, posing a financial challenge for many businesses, especially small and medium-sized enterprises. These machines often require significant upfront capital for purchase, installation, and integration into existing production lines. Moreover, ongoing costs related to operation, maintenance, and occasional upgrades can add to the financial burden.
- Maintenance and Calibration Requirements: Routine maintenance and calibration are critical to ensuring the accuracy and longevity of weight graders. These machines are complex systems with various mechanical and electronic components that can wear out or malfunction over time. Therefore, regular maintenance is essential to prevent breakdowns and ensure continuous operation.

Conclusion
Weight sorting machines are already a mainstay in modern food processing, helping streamline product weight grading. They offer significant benefits such as improved quality assurance, operational efficiency, and waste reduction. However, they also pose specific challenges to food manufacturers, like the financial implications of this device. Still, their advantages outweigh their shortcomings, making them a valuable asset in food processing.