Introduction
A checkweigher is essential in modern manufacturing, ensuring products meet precise weight specifications before reaching consumers. This device operates on the principle of dynamic weighing, automatically measuring product’s weight as it moves along a conveyor, comparing it against preset data.
Therefore, if a product is under or overweight, the system triggers a rejection mechanism to remove it from the line. This process is especially vital in food manufacturing, where consistency, regulatory compliance, and consumer satisfaction are paramount.
Integrating a checkweigher system into your business can enhance quality control, reduce waste, and maintain brand integrity through accurate weight verification. This article provides a comprehensive review of the principle of a checkweighing machine.
Key Components And Process of Checkweigher System
A checkweigher is an automated device for weighing products moving through a conveyor belt. It ensures that each item meets its target weight, preventing underfilled or overfilled products from reaching consumers. The machine operates in real-time, using advanced sensors and weighing technology to measure products dynamically without disrupting production speed.
Checkweighers are essential in industries like food manufacturing, pharmaceuticals, and logistics, where weight accuracy is critical for quality control and compliance. This section emphasizes the intricacies of this machine.
Key Components of Checkweigher Machine

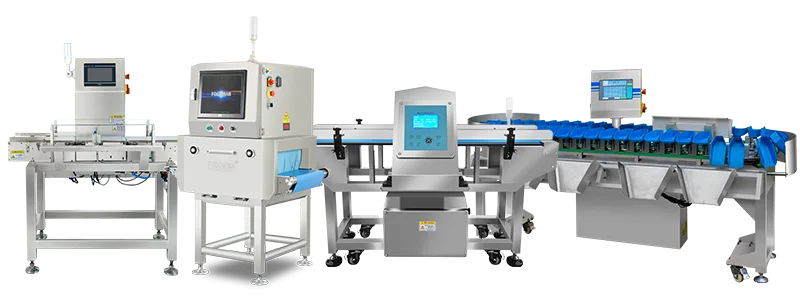
An inline checkweigher system comprises several components that ensure precise and efficient weighing. The following is an overview of the main components of a checkweigher machine.
Conveyor Belt: The conveyor belt consistently transports products through the weighing station, allowing continuous weighing without interrupting the production flow.
Weigh Cells (Load Cells): These are high-precision sensors that measure the weight of each product as it passes over the weighing platform. They convert physical weight into electronic signals and data for real-time processing.
Control Unit: The control unit processes weight data, compares it against pre-set target ranges, and determines whether a product is within acceptable limits. If a product is out of spec, it signals the rejection system.
Rejection System: Out-of-spec products are automatically removed from the production line using air jets, pushers, or diverters to ensure only correctly weighed items continue.
The Process of Checkweighing

The checkweighing process follows a structured workflow to ensure accuracy and efficiency:
- Infeed & Product Detection: Products enter the checkweigher via a conveyor belt. Sensors detect each product’s presence and signal the weigh cells to initiate measurement.
- Weighing: As the product moves over the weighing platform, the load cells capture its weight in real-time. This data is instantly transmitted to the control unit.
- Comparison to Target Weights: The control unit compares the measured weight to pre-programmed acceptable weight limits. If the product meets the target range, it continues.
- Rejection of Out-of-Spec Products: If a product is underweight or overweight, the rejection system activates, removing the defective item using a pusher, air jet, or drop-down mechanism.
- Data Recording & Reporting: The system logs all weight measurements for quality control analysis, regulatory compliance, and production optimization.
By automating weight control, checkweighers enhance production efficiency, reduce waste, and ensure that products meet legal and industry standards.
How Does a Checkweigher Work?
As reiterated thus far, the checkweigher machine operates on the fundamental principle of weighing products in motion and ensuring they meet predefined specifications. If a product falls within the acceptable weight range, it continues down the production line. However, if the weight is too high or too low, the checkweigher triggers a rejection mechanism to remove the faulty item, preventing underfilled or overweight products from reaching the market.
Weighing and Comparing to Target Weights
Unlike static weighing methods, where operators manually weigh products on the scale, checkweighers operate dynamically, weighing items in motion. As each product enters the checkweigher, sensors detect its presence and prepare the weighing mechanism. The conveyor system is carefully calibrated to minimize vibrations and external forces that could distort measurements.
Once the product moves over the weigh cell, its weight is instantly recorded and transmitted to the control unit. This rapid process allows manufacturers to monitor product weight without disrupting production flow. The control system is programmed with predefined weight thresholds—both minimum and maximum limits—to ensure each product falls within the acceptable range.
Therefore, immediately after capturing a weight reading, the system compares it to the target values. If the product meets the standard, it continues seamlessly down the line. However, if the weight is too high or too low, the checkweigher immediately flags it as non-compliant. The entire process is automated, ensuring high speed, precision, and consistency in weight control. All these features make the device essential for food production, pharmaceuticals, and manufacturing industries.
Rejection Systems for Out-of-Spec Products

As mentioned, checkweighing machines have sophisticated rejection systems that automatically remove non-compliant products to maintain product quality and regulatory compliance. The type of rejection mechanism usually depends on the production environment and product type.
Standard rejection methods include:
- Push Arm: A mechanical arm swiftly removes heavier or larger items.
- Air Jet: A burst of air pushes lightweight products off the conveyor.
- Drop Flap: The conveyor momentarily opens to drop defective products into a collection bin.
- Diverter System: A guiding mechanism redirects faulty products to a separate conveyor for reprocessing or disposal.
These rejection systems prevent inaccurate products from reaching consumers, ensuring weight regulation compliance, waste reduction, and maintaining brand reputation.
Throughout this article, we have highlighted most of the advantages of food checkweighing machines. While their primary role is to ensure weighing precision and accuracy, they also reduce waste and enhance overall manufacturing efficiency. The device helps food manufacturers maintain high-quality standards while minimizing compliance risks and operational costs.
Below are the main benefits of using checkweighers in food production.
Ensuring Consistent Product Target Weights

Maintaining consistent product weight is essential in food manufacturing to meet regulatory requirements and consumer expectations. Checkweighers ensure that each product falls within the specified weight range by:
- Weighing Each Product in Real-Time: Every item is measured along the production line, ensuring uniformity.
- Detecting Underweight and Overweight Products: This prevents consumer dissatisfaction and regulatory penalties for inaccurate labeling.
- Providing Instant Feedback: The system alerts operators when weight deviations occur, allowing for quick production adjustments.
The machine allows food manufacturers to uphold quality control standards and reduce customer complaints by guaranteeing accurate portioning.
Reducing Waste and Improving Efficiency
Overfilling products leads to excess material usage, increasing production costs, while underfilled products result in rejections and compliance issues. Checkweighers help prevent either issue and optimize efficiency. It does this by:
- Minimizing Overfill Losses: Ensuring precise weight control prevents unnecessary giveaways and conserves raw materials.
- Preventing Underfilling Issues: Avoids product recalls and regulatory fines due to incorrect weight labeling.
- Automating the Weighing Process: Eliminates the need for manual checks, allowing faster production speeds and reducing labor costs.
This results in higher productivity, cost savings, and improved overall equipment effectiveness (OEE) in food manufacturing.
Eliminating Human Error in Weighing
While manual weighing might be an effective weight control process, it is prone to inconsistencies, miscalculations, and operator fatigue. Therefore, it may result in errors in product weight control. However, checkweighers guarantee weight precision and are highly reliable. It achieves this by:
- Automating Weight Verification: It minimizes human intervention, reducing the risk of mistakes.
- Standardizing Quality Control: Ensures every product meets precise weight criteria, improving brand reputation.
- Integrating with Data Systems: Tracks and records weight data for better decision-making and regulatory compliance.
Therefore, checkweigher systems effectively replace manual weighing with automated check weighing precision, reduce labor costs, and enhance production efficiency.
Why Invest in a Checkweigher Machine for Your Business?
A check weigher is more than just a tool for weighing products—it is a critical component of quality control, efficiency, and compliance in manufacturing. Therefore, investing in a check weigher system helps enhance operational accuracy, reduce waste, and ensure that products meet industry standards.
Below are reasons why businesses should integrate checkweighers into their production lines.
Improving Product Consistency and Brand Reputation
Consistency is crucial in maintaining consumer trust and brand reputation. A checkweigher helps businesses achieve uniform product weight and quality by ensuring every product meets target weights, avoiding customer complaints about underfilled or inconsistent products.
Therefore, it reduces the risk of product rejections and customer dissatisfaction. In addition, the precise and consistent weight of packaged products enhances product presentation, creating a professional and trustworthy brand image. This is integral for building brand loyalty and maintaining a strong market presence.
That said, Easyweigh offers state-of-the-art checkweigher solutions designed for precision, speed, and efficiency. Some of their top models include the following:
- High-Speed and Accuracy Checkweigher: Ideal for industries that require fast and precise weight verification, such as pharmaceuticals and food processing.
- General-Purpose Dynamic Checkweigher: Versatile and suitable for various industries, ensuring quality control for packaged products.
- Heavy-Weight Checkweigher: Designed for bulk or large packaged goods, maintaining and checking accuracy even for heavy items.
These advanced checkweighers integrate cutting-edge technology to optimize production efficiency while maintaining strict weight control.
Meeting Regulatory Standards and Avoiding Fines
Regulatory compliance is a significant concern for manufacturers, especially the food industry. A check weigher helps businesses meet legal requirements by ensuring compliance with weight regulations and preventing penalties for underfilled or overfilled products. The device automatically tracks product weights, providing data for audits to help businesses maintain accurate records for regulatory inspections.
These actions result in products attaining the desired weight specification, preventing costly recalls, mislabeling, or incorrect weight declarations. Therefore, by investing in a check weigher, businesses meet legal standards and avoid potential fines, product recalls, and reputational damage.
Conclusion
Checkweighers ensure product accuracy, efficiency, and compliance in various industries, particularly food manufacturing. By dynamically weighing and verifying products in real-time, they help businesses maintain consistency, minimize waste, and meet regulatory standards.
Investing in a high-quality checkweigher improves operational efficiency and enhances brand reputation by delivering reliably measured products. As manufacturing demands increase, adopting automated check weighing systems becomes essential for achieving precision, quality, and long-term success.
FAQs
What is a checkweigher?
A checkweigher is a machine used to measure the weight of products during manufacturing.
What industries use checkweighers for quality control?
Check weigher are used in a variety of industries, including food manufacturing, pharmaceuticals, cosmetics, and packaging, to ensure that products meet weight specifications and comply with regulations.
Why is checkweighing important for food labeling?
Checkweighing is essential for ensuring that food products meet labeling requirements, such as accurate net weight, helping to maintain consumer trust.