Introduction
Precision and industry compliance are non-negotiables in pharmaceutical manufacturing. Every tablet, capsule, or vial must meet strict weight specifications to ensure accurate dosages and patient safety. Therefore, pharmacists require a sophisticated device to ensure precise dosing and weight specification of pharmaceutical preparations.
These automated systems verify product weight in real-time, identifying underfilled or overfilled items before they leave the production line. Check weighers help pharmaceutical companies meet stringent regulatory requirements by ensuring weight consistency, improving quality control, and reducing waste.
This article explores how checkweighing technology works, its benefits, and why it is essential for pharmaceutical production.
Understanding Checkweighing Technology
A checkweigher system automatically weighs items as they move through the production line, verifying that each product falls within a predefined weight range. This weight-grading operation helps maintain quality, prevent costly recalls, and ensure compliance with industry regulations.
Below, we explore how a check weigher system functions and its role in pharmaceutical production.
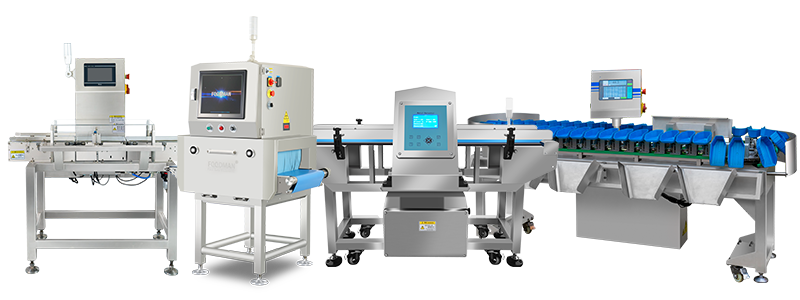
A checkweigher system operates through a precise and automated process that ensures every product meets desired weight specifications. The steps in its operation include the following:
- Infeed and Weighing: Products are placed on the checkweigher’s conveyor belt and individually weighed using high-precision load cells. The system measures the product’s weight in real-time without disrupting production flow.
- Comparison to Preset Targets: The system compares the measured weight against predefined tolerances set by regulatory or quality standards. If a product’s weight falls within the acceptable range, it continues down the production line.
- Rejection of Out-of-Spec Products: If a product is underfilled (below the required weight) or overfilled (exceeding the limit), the checkweigher triggers an automatic rejection mechanism. This mechanism can include air jets, pushers, or drop conveyors that remove the defective product from the line.
- Data Logging and Quality Control: Modern checkweighers store weight data for each item, allowing manufacturers to monitor trends, detect inconsistencies, and ensure compliance with regulatory requirements. Some advanced systems integrate with production management software for real-time reporting and analysis.
By automating weight verification, checkweighers enhance efficiency, reduce manual inspection errors, and help pharmaceutical manufacturers maintain high standards of accuracy and consistency.
The Role of Checkweighing in Pharmaceutical Manufacturing
Checkweighers are crucial in pharmaceutical packaging, where precise dosing and accurate labeling are mandatory. Even slight deviations in tablet weight, capsule filling, or liquid volumes can lead to regulatory non-compliance and potential health risks for consumers.
- Ensuring Precise Dosages: Even a minor weight variation in pharmaceutical production can impact a drug’s efficacy. Checkweighers help ensure that each tablet, capsule, or bottle contains the dosage required for therapeutic effectiveness.
- Preventing Underfilling and Overfilling: Underfilled products may not deliver the intended dosage, compromising patient health and leading to recalls. Overfilled products can cause ingredient waste and increase production costs. A checkweigher maintains consistency by removing incorrectly filled products before they reach consumers.
- Compliance with Industry Regulations: Regulatory bodies such as the FDA and EU GMP (Good Manufacturing Practice) enforce strict weight accuracy guidelines. Checkweighers help manufacturers meet these standards by ensuring proper weight verification and record-keeping, reducing the risk of legal and financial penalties.
- Optimizing Production Efficiency: Automated weight verification reduces reliance on manual inspections, increasing production speed and reducing human error. Pharmaceutical companies can streamline operations by integrating checkweighers into the production line while maintaining top-tier quality control.
Checkweighers are an essential quality assurance tool. They prevent errors, enhance compliance, and ensure that pharmaceutical products meet safety standards and consumer expectations.
Benefits of Using a Checkweigher Machine in Pharmaceuticals

Checkweighers provide significant advantages in pharmaceutical manufacturing, ensuring precision, efficiency, and regulatory compliance. These machines help pharmaceutical companies maintain high-quality standards by detecting underfilled or overfilled products, preventing costly recalls, and optimizing production.
The benefits of using a check weigher machine in the pharmaceutical industry include ensuring product weighing accuracy, quality control, regulatory compliance, data tracking, and waste reduction. Below, we emphasize some of the benefits of the checkweigher system in the pharmaceutical industry.
Ensuring Compliance with Pharmaceutical Regulations
Regulatory agencies, such as the FDA (Food and Drug Administration), enforce strict pharmaceutical product weight accuracy guidelines. Any variation in tablet, capsule, or liquid medicine weight can result in non-compliance, leading to product recalls, fines, or production shutdowns.
Therefore, even with Good Manufacturing Practices (GMP), pharmacists and pharmaceutical scientists need sophisticated technologies (checkweighers) to ensure weight compliance. This device aids in achieving regulatory compliance by:
- Verifying Accurate Labeling: Ensuring that packaging correctly reflects the product’s weight, preventing mislabeling errors that could lead to legal issues.
- Detecting Out-of-Spec Products: Automatically rejecting products that don’t meet weight tolerances, reducing the risk of non-compliant shipments.
- Providing Traceability: Many checkweighers store weight data for each batch, allowing manufacturers to maintain detailed records for audits and quality assurance.
Improving Product Quality and Safety
Maintaining consistent product quality is critical to patient safety and brand reputation. Even minor weight deviations in medicine can affect its effectiveness and dosage accuracy. Chekweighers are adequate for ensuring proper dosage as they enable the detection and removal of incorrectly weighed products.
The machine helps ensure every capsule, tablet, or bottle contains the correct active ingredient. A checkweigher machine can also help reduce the risk of defective products, as underfilled tablets or liquid doses may not deliver the required medicinal effect. In contrast, overfilled products could cause unintended side effects.
Efficiency is crucial in pharmaceutical manufacturing, where large-scale production requires speed and precision. Checkweighers contribute to streamlined operations by:
- High-Speed Weighing: Modern checkweighers can process thousands of units per hour, keeping up with fast-moving production lines without causing bottlenecks.
- Reducing Manual Inspections: Automating weight verification reduces the need for manual weighing, minimizing human error and labor costs.
- Optimizing Material Use: By identifying weight inconsistencies early, checkweighers help reduce material waste and improve yield efficiency.
By incorporating checkweighers into their production lines, pharmaceutical companies can improve productivity, maintain high-quality standards, and ensure regulatory compliance while reducing operational costs.
Types of Checkweighers Used in the Pharmaceutical Industry

Pharmaceutical manufacturing requires checkweighers with high precision and efficiency to ensure accurate dosage control, regulatory compliance, and production optimization. Different checkweigher models cater to specific needs, from handling small tablets to weighing bulk pharmaceutical products.
Easyweigh offers advanced checkweigher solutions designed to meet the stringent demands of pharmaceutical production. Below are two key models used in the industry.
Checkweigher PC Series
The Checkweigher PC Series is designed to provide superior accuracy, making it ideal for pharmaceutical applications where even the slightest weight deviation can impact product quality and compliance.
The following are the key features of this device.
- The PC Series exhibits better accuracy than the general check weigher. Therefore, it guarantees better precision weight measurements, reducing variability in pharmaceutical products.
- It affords real-time weight monitoring, capturing and storing measured weight data for each batch, aiding in traceability and quality assurance.
- The device’s built-in automatic rejection system instantly removes underweight or overweight products from the production line, ensuring only compliant items move forward.
- It features a user-friendly interface, allowing operators to quickly set weight parameters and review data for process optimization.
High Speed & Accuracy Checkweigher
For pharmaceutical manufacturers processing small tablets at high speeds, the High-Speed & Accuracy Checkweigher is the preferred choice. This system combines ultra-fast processing with exceptional precision, making it ideal for high-volume production lines.
The features of this device include the following.
- This checkweigher has faster-weighing capabilities, allowing it to efficiently weigh thousands of tablets per hour without compromising accuracy.
- They are specially designed to handle lightweight items like tablets, capsules, and small vials.
- The device features an advanced rejection mechanism, enabling immediate removal of non-conforming products without disrupting workflow.
- It seamlessly integrates with other machines in the production lines, enhancing quality control for a fully automated inspection process.
Why Choose a Checkweigher for Pharmaceutical Applications?

In pharmaceutical manufacturing, precision is non-negotiable. Even the slightest weight variation in tablets, capsules, or liquid medicines can affect their efficacy, compliance, and safety. Checkweighers ensure that every product meets strict weight specifications before reaching consumers. Unlike manual weighing methods, which are prone to errors and inefficiencies, modern checkweighers provide automated, high-speed, and highly accurate weight verification.
Below, we explore the two key reasons why checkweighers are essential for pharmaceutical applications:
Accuracy and Precision
Pharmaceutical products must adhere to strict weight tolerance, correct dosage, and regulatory compliance. Checkweighers outperform manual weighing methods by offering:
- High-Speed, Precise Weighing: Advanced load cells and sensaccurately measure product weight, eliminating inconsistencies.
- Automated Rejection of Non-Compliant Products: Checkweighers immediately remove underfilled or overfilled products, preventing defective items from reaching consumers.
- Consistent Labeling and Dosage Verification: This ensures product labels reflect the actual weight, reducing the risk of mislabeling and incorrect dosing.
Reliability and Automation
The pharmaceutical industry demands a high level of consistency and efficiency. Automating weight control with checkweighers enhances production reliability.
- Reducing Human Error: Manual weighing is slow and prone to mistakes, whereas checkweighers provide fast, reliable, and error-free weight verification.
- Ensuring Continuous Quality Control: Inline checkweighers operate in real-time, detecting deviations instantly and maintaining consistent product quality across batches.
- Optimizing Production Efficiency: Automated check weighing speeds up processes, minimizes downtime, and ensures smooth workflow integration with existing production lines.
Common Challenges and Solutions in Pharmaceutical Checkweighing
While checkweighers offer numerous benefits in pharmaceutical production, manufacturers often face challenges. However, they must overcome these challenges to ensure accurate weight control, prevent product recalls, and maintain industry compliance.
Below are two of the most significant challenges and their solutions.
Regulatory Challenges
Pharmaceutical manufacturers must comply with strict regulatory requirements set by organizations like the FDA (Food and Drug Administration) and EMA (European Medicines Agency). These regulations ensure that pharmaceutical products meet quality, safety, and efficacy standards. Failure to comply can result in recalls, legal penalties, and reputational damage.
The Solution
- Automated Compliance Monitoring: Modern checkweighers are designed to meet pharmaceutical industry standards, with built-in data logging, traceability features, and real-time reporting to document compliance.
- Integration with Quality Control Systems: Checkweighers can be connected to Manufacturing Execution Systems (MES) or ERP software for seamless tracking and audit readiness.
- Regular Validation & Audits: Routine performance checks ensure that checkweighers function within required tolerances, keeping manufacturers compliant with regulations.
Equipment Calibration
Checkweighers must be regularly calibrated to maintain accuracy and consistency. Weight measurements may drift without proper calibration, leading to false rejections, underfilled or overfilled products, and compliance risks.
The Solution
- Routine Calibration Procedures: Implementing a scheduled calibration routine ensures that checkweighers remain within specified weight tolerances.
- Automated Self-Calibration Features: Some advanced checkweighers include self-calibration functions that adjust for environmental conditions and wear over time.
Conclusion
Checkweighers are integral to pharmaceutical quality assurance, ensuring every product meets required weight standards while maintaining efficiency. These machines offer numerous advantages, including improved accuracy, cost savings, and streamlined production. They help prevent dosage errors and enhance compliance with industry regulations.
FAQs
A ppharmaceutical checkweigher is an automated system designed to weigh products during the pills, potions process, ensuring each item meets specified weight standards. It detects and rejects products that are under or over the desired weight, maintaining quality control and compliance with ppharmaceutical industry regulations.
Check weighers are crucial in pharmaceutical production as they ensure accurate dosages, which are essential for patient safety and treatment effectiveness. They also help maintain compliance with regulatory standards, such as those outlined by the FDA and the Drug Supply Chain Security Act (DSCSA). Additionally, check weighers protect the manufacturer's brand reputation by preventing the distribution of non-conforming products.
- Accuracy: Detect minimal weight deviations for dosage precision.
- Speed: Match production line speed without sacrificing accuracy.
- Product Handling: Accommodate various shapes and sizes to prevent damage.
- Compliance: Meet industry regulations, including FDA standards.
- Integration: Seamless integration with existing equipment and data systems.