Introduction
Checkweighers are essential in food manufacturing to ensure quality assessment, operational efficiency and compliance with regulatory standards. The machine’s primary role is to accurately weigh each food product that passes through, rejecting those that do not meet expected weight specifications.

This article is a guide that explores the intricacies of a standard checkweigher system. We also discuss checkweigher operational principles, benefits, and factors to consider before acquiring one for your manufacturing needs.
Working Principle of Checkweighers
While checkweighers may be sophisticated, they operate on a simple but precise principle. The main operational principle of the checkweigher machine is the combination of sensors, software, and mechanical features that it utilizes to provide accurate weight monitoring. The machine is already a mainstay in the food industry because it ensures precise weight monitoring in food manufacturing.
Therefore, food manufacturers must understand its working principles to ensure effective integration into their production lines.
What is a Checkweigher?
A checkweigher is an automated device for measuring and verifying the weight of food products during the manufacturing process in real time. The device is primarily used in the food, cosmetics, and pharmaceutical industries to ensure the accurate weight of products, packaging, and labeling. A checkweighing system automatically checks the weight of products in the production line and rejects those that fail to meet the specified criteria.
The device is a vital quality control tool that ensures weight verification at every measurement stage, guaranteeing consistency and ensuring the final product conforms to quality standards and regulatory requirements. Checkweighers are designed to handle diverse products, regardless of size, shape, and weight variations, making them a vital solution to food manufacturers.
How Does the Checkweigher Work?
-
- Feeding: The products and packages are fed onto the device conveyor’s belt. The operator must space the products properly to provide accurate weight measurement.
- Weighing: After feeding the products onto the conveyor belts, they pass over a scale, which quickly measures the product’s weight while in motion. More sophisticated checkweighers utilize high-speed digital signal processing systems to weigh products precisely, regardless of their high throughput rates.
- Data Processing and Interpretation: The product’s weight obtained during weighing is compared to the preset limits using the acceptable weight range. Note that the device is advanced enough to engage these comparisons instantly with no noticeable downtime.
- Rejection: After interpreting the data obtained from weighing, the device rejects products determined to deviate from the acceptable weight range. This refers to underweight and overweight products. However, we must inform you that each checkweighing system possesses a specific rejection mechanism, such as pusher arms or drop-down platforms.
- Feedback Mechanism: Results obtained by the checkweigher may prove effective for adjusting integral manufacturing processes. For example, if many products are overweight, the operator knows they need to modify the automatic or manual filling of the material to suit the intended final weight.
What Are the Benefits of Using Checkweighers in Food Manufacturing
Checkweighers offer numerous benefits to food manufacturing, making them an important tool in the industry. The device helps ensure accuracy in weight measurement at every manufacturing stage. This section gives a more detailed review of their advantages.
Ensuring Product Quality
The primary purpose of checkweigher systems is to help confirm weight measurement, which is integral in determining product quality. The device maintains product quality by ensuring accurate weight measurement, thus preventing underfilling or overfilling. The device proves vital for these food manufacturers, allowing them to consistently produce quality products,cts which helps build their reputation and consumer trust.
Improved Efficiency and Accuracy
The device is automated, suggesting it can run independently, with less human interference, and operate efficiently with increased speed. Therefore, there’s a reduced chance of human error, reinforcing its accuracy and precision in weight measurement.
Integrating checkweighers into the production lines reduces the need for manual labor, focusing on manual checks and weight monitoring. Moreover, it allows food manufacturers to focus on more intricate production aspects, knowing that the device will ensure accurate and reliable weight measurements.
Minimizing Raw Material Waste and Enhancing Economic Efficiency
Checkweighing systems may prove effective for minimizing raw material wastage, as they help ensure precise portion control. Through accurate weight measurement to suit desired specifications, checkweighers prevent excessive use of ingredients, minimize waste of raw materials, reduce packaging costs, and optimize overall production resources. All these benefits are significant for enhancing the economic efficiency of the production process.
Moreover, the device’s precise weight measurement effectively minimizes product giveaways through overfilling. Checkweigher ensures optimal and efficient utilization of production resources, which is vital for maximizing profits and competitiveness in the market.
Regulatory Compliance
A checkweigher is an important piece of machinery that helps manufacturing companies ensure compliance with industry regulations. Weight accuracy is an important feature regulatory bodies look for, whether in the food or pharmaceutical industry.
Therefore, since the checkweigher machine helps guarantee precise weight measurement, it improves regulatory compliance with the company’s product. Moreover, it helps avoid product recalls that may attract fines or damage the company’s reputation. Checkweighers provide a reliable and precise solution for weight measurement, providing food manufacturing the needed confidence in their production process.
Many countries have specific requirements for packaging weight accuracy. A typical example is the Average Weight System utilized by the British and backed by their “Weights and Measures Act,” which imposes penalties for non-compliance. The FDA in the United States regulates food packaging and labeling in the US, ensuring that all packaged goods meet specified weight requirements to ensure consumer safety and confidence.
The European Union Directive on Repackaging mandates accurate measurement of packaged goods sold within the EU. It was designed to protect consumers from deceptive packaging and ensure fair trade across member states.
Checkweigher Application in Food Manufacturing
We have already hinted at some checkweigher applications in the food manufacturing industry. While its primary role is to ensure accurate weight measurement, the practical application of checkweigher requires careful installation and routine maintenance practices.
Integration into Food Production Lines
Checkweighers can seamlessly integrate into existing production lines, optimizing manufacturing speed, efficiency, and accuracy. The device suits various production stages, including measurement of raw materials, packaging, labeling, and sorting.
For example, food manufacturers can integrate the checkweigher system with the inkjet printer used in printing relaxant information for the packaging material. Such that as the printing of packaging is ongoing, food manufacturers can use checkweighers to validate that each package contains the precise amounts of products.
Therefore, integrating checkweighers into the food production lines helps facilitate smooth workflows through accurate weighing. As we have reiterated, the device effectively reduces product waste, ensures accuracy, enhances speed, and increases overall product quality.
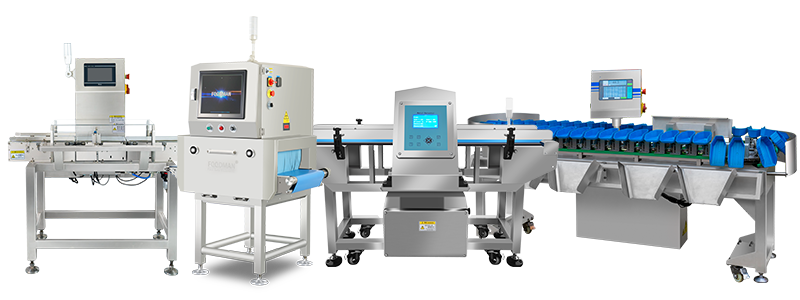
At Easyweigh, we boast a series of checkweigher systems, such as the General-purpose dynamic checkweigher and the High-speed and accuracy checkweigher. These systems have robust capabilities and integrate smoothly with your production lines.
Proper Installation Procedures
Regardless of how effective checkweigher systems effectiveness, proper installation is integral to maximizing their functionality and performance. Food manufacturers must strictly follow the manufacturer’s guidelines for the particular checkweigher they are integrating into their production lines.
Adhering to the manufacturer’s guide is vital for ensuring correct setup, including guaranteeing proper placement, aligning it with the checkweigher conveyor’s belt, calibrating the weighing system, configuring the rejection mechanism, etc. Even if you already have a checkweigher system before, if there’s a need for another or replacement, food manufacturers and the device operators must ensure to go through the installation procedures, as they may differ, depending on the type and model of the checkweigher. In fact, in some cases, you may need to consult with expert technicians to ensure the device is installed accurately.
Routine Maintenance Practices
Regular maintenance practices are essential for any device or machine used for manufacturing purposes, including checkweigher systems. Routine maintenance helps ensure the device continues its functions accurately and efficiently. Regular maintenance practices may include the following:
- Routine cleaning of the checkweigher parts, like the checkweigher conveyor belt and weighing components
- Schedule recalibration to ensure continuous precision and accuracy
- Replacing or repairing worn and damaged parts
- Routine inspection and scheduled servicing
- Performing software updates, etc.
Also, ensure that whoever is operating the device is an expert with the appropriate understanding of how to use it and engage in the required maintenance procedures.
Conclusion
In the food industry, adherence to industry standards is paramount. Therefore, good manufacturers must maintain high precision and accuracy, particularly in intricate production processes like weight measurements. One of the go-to devices for achieving quality and precision in the industry is checkweighers.
The device accurately weighs food products, rejecting any product that deviates from the desired specification. The food industry produces items that people consume, so its products must be of the utmost quality to ensure the safety of its customers. Consequently, checkweigher systems are needed to ensure precision and accuracy during manufacturing and packaging.