Introduction
In the fast-paced world of food production, precision and efficiency are paramount. Ensuring that each product meets exact weight specifications is essential for compliance, maintaining brand reputation and minimizing waste. Enter the dynamic checkweigher—a necessary tool for modern food production lines. Checkweighers provide real-time weight monitoring, ensuring product consistency and quality while optimizing production processes. In this blog, we will delve into the functionality, benefits, and significance of dynamic checkweighers in the food industry and explore how they contribute to brand security and meet consumer needs.
The Functionality of Checkweighers
Checkweighers are sophisticated machines designed to ensure every product leaving the production line meets the specified weight criteria. They play a crucial role in maintaining product quality, ensuring regulatory compliance, and optimizing production efficiency.
Dynamic Checkweighing
The core components of dynamic checkweighers are the load cells and sensors. Load cells are highly sensitive devices that convert the force exerted by the product’s weight into an electrical signal. These signals are then processed by the system’s software to determine the exact weight of each product.
As the load cells send weight measurements, Dynamic checkweighers software analyzes the data in real time. This analysis compares the measured weight to pre-set acceptable weight ranges defined by the manufacturer. This automation reduces the need for manual checks, freeing up labor resources and speeding up the overall production process.

Conveyor Checkweighers
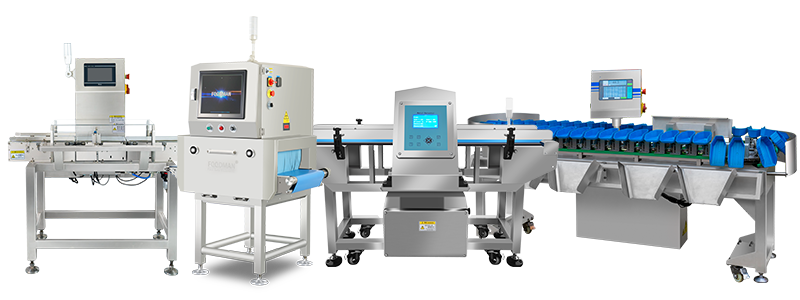
Conveyor checkweighers are essential tools in the food production industry, designed to automate the weighing process and continuously weigh products as they pass through the production line without interrupting the flow.
At Easyweigh, we offer three distinct types of conveyor checkweighers, each designed to meet specific needs and production requirements: the High Speed and accuracy Checkweigher, the Heavy Weight Checkweigher, and the General Purpose Dynamic Checkweigher.
High Speed & Accuracy Checkweigher
Benefits: Equipped with advanced load cells and sophisticated algorithms, it ensures precise weight measurements, even at high speeds. This accuracy is critical for maintaining product quality and minimizing giveaway.
Applications: This checkweigher is perfect for industries such as snack foods, beverages, and pharmaceuticals, where high-speed, precise weighing is essential.
Benefits: Designed to handle heavier products, this checkweigher can accommodate items weighing up to several kilograms.
Applications: Ideal for industries such as meat processing, bulk foods, and large packaged goods, where weighing heavy items is a regular requirement.
General Purpose Dynamic Checkweigher
Benefits: Suitable for a wide range of products and applications, this checkweigher offers a balance of speed, accuracy, and capacity.
Applications: This checkweigher is ideal for general food production, packaging, and other industries requiring reliable and versatile weighing solutions. Each of these checkweighers ensures that products are accurately weighed and sorted, enhancing product quality and operational efficiency.

What Are the Benefits of a Checkweigher?
Checkweighers offer numerous benefits that extend beyond simple weight measurement. They play a vital role in quality assurance, compliance, traceability, and operational efficiency, making them indispensable for any food manufacturing operation.
Quality Assurance
Quality assurance is a critical aspect of food production, and checkweighers are key tools in maintaining high standards. By detecting underfilled or overfilled items, checkweighers ensure that every product meets the specified weight criteria. This consistency is vital for consumer satisfaction and brand reputation.
For example, in snack production, an underfilled bag of chips can lead to customer dissatisfaction and potential complaints. Conversely, an overfilled bag results in product giveaway, increasing production costs. Checkweighers prevent these issues by ensuring that each bag contains the exact amount of product required. This precision helps maintain product quality and consistency, which are essential for building and maintaining customer trust.
Checkweigher conveyors significantly improve operational efficiency by reducing waste and optimizing production processes. By accurately weighing products and rejecting those that do not meet weight criteria, checkweighers minimize the amount of product giveaway and reduce material waste.
For instance, in a bakery, a checkweigher can ensure that each loaf of bread meets the specified weight, reducing the amount of dough that is wasted due to overfilling. This efficiency not only saves raw materials but also reduces production costs. Furthermore, by automating the weighing process, checkweighers free up labor resources, allowing employees to focus on other critical tasks within the production line. This increased efficiency translates to higher production rates and better resource utilization.
Brand Security and Catering to Consumer Needs
In addition to their operational benefits, Checkweigher conveyors also play a crucial role in brand security and catering to consumer needs. By ensuring product consistency and quality, checkweighers help maintain brand reputation and meet consumer expectations.
Brand Security
Brand security is essential for maintaining customer trust and loyalty. Consistent product quality is a key component of brand security, and checkweighers help achieve this consistency by ensuring that each product meets the specified weight criteria.
For example, a chocolate manufacturer can use checkweighers to ensure that each bar of chocolate is the same weight, providing a consistent experience for consumers. This consistency helps build consumer trust and loyalty, essential for long-term brand success. By preventing underfilled or overfilled products from reaching the market, checkweighers protect the brand from potential quality issues and consumer complaints.

Catering to Consumer Needs
Consumers expect high-quality products; checkweighers help manufacturers meet these expectations. By ensuring that each product meets the specified weight criteria, checkweighers help maintain product quality and consistency, which are essential for consumer satisfaction.
In the food industry, where consumers are increasingly concerned about product quality and safety, checkweighers are vital in meeting these needs. For example, a dairy producer can use checkweighers to ensure that each milk bottle is the correct weight, providing a consistent product for consumers.
Conclusion
Checkweighers are essential tools for food manufacturers, providing cost savings and precision quality management. By reducing product giveaway, maximizing product yield, and saving labor costs, checkweighers enhance profitability. They also ensure product consistency, enhance production efficiency, and help maintain compliance with regulations. When selecting a checkweigher, consider key factors such as product type, production speed, and future needs to make an informed decision.